Mise en situation
Les méthodes de fabrication additives s’imposent de plus en plus dans les domaines de fabrication de pièces plastiques et métalliques. Mais au-delà des besoins quotidiens, de produits de consommation en matières plastiques ou de pièces techniques en métal pour divers domaines tels que l’aéronautique, le nautisme ou les transports en général, on pense moins souvent aux applications de ces nouvelles technologies dans les domaines des outillages de production tels que les moules, les matrices ou toute sorte d’outil de mise en forme des matériaux industriels.
Dans ce dossier pédagogique, on découvrira l’apport de l’impression 3D métal appliqué au domaine des moules d’injection plastique.
La pièce support de l'étude est un support de cône ISO50 (en plastique injecté) pour racks de rangement outils "fraises" sur desserte et armoire de machine CN.

Présentation de l'étude
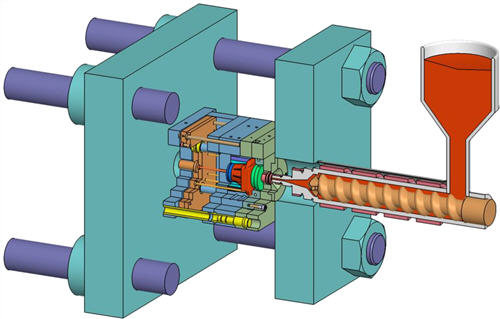
Un moule d’injection plastique doit être continument régulé thermiquement (le plus souvent autour de 60°) pour évacuer les calories dues à l’injection de la matière plastique chaude (injectée entre 150° et 300°C selon la matière) et ainsi diminuer le plus possible le temps de refroidissement de celle-ci afin d’optimiser les temps de cycles de transformation et réduire au mieux les coûts de production.
La ressource pédagogique proposée vise à présenter et analyser par l’exemple un moule d’injection plastique industriel étudié et réalisé dans le cadre des BTS CPRPA et EPC du lycée M. Berthelot Berthelot de Questembert et d’introduire l'apport de l'impression 3D métal pour la réalisation du noyau empreinte fixe de ce moule d'injection.
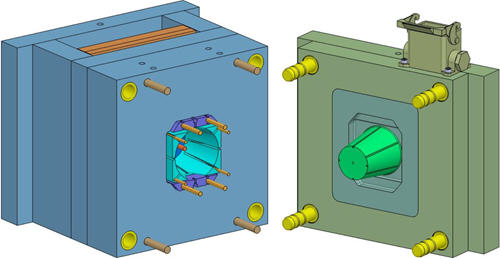
Usuellement, les empreintes moulantes, les "noyaux et broches" d’injection en acier sont régulés thermiquement par des canaux de refroidissement (le plus souvent par des trous de diamètre 8mm percés dans la matière). Mais ces canaux linéaires suivent difficilement les formes empreintes complexes qu’imposent les bureaux d’études, les concepteurs produits, les ingénieurs, les designers… En outre, le noyau d’empreinte étudié ne dispose pas d’un espace suffisant pour insérer un circuit de régulation qualitatif.
Par application de l’impression 3D métal, un circuit de régulation aux géométries impensables en usinage verra le jour par un partenariat industriel via l’ENS SUNI de Rennes.
Ainsi, le noyau d’empreinte traditionnellement réalisé en matériaux métalliques usinés (scénario 1), ne disposera pas d’un circuit de régulation. L'impression 3D métallique, qui arrive à maturité grâce au développement des technologies de fusion sur lit de poudre métallique (scénario 2), offre de nouvelles possibilités de géométries pour la réalisation de canaux de refroidissement. Cependant, le coût important reste prohibitif dans certaines applications. Un procédé d'impression 3D métallique à bas coût, par dépôt de fil métallique (scénario 3), commence à être technologiquement pertinent, mais l'absence de simulation adaptée ne permet pas de maitriser complètement la géométrie produite.
Nous avons conçu, fabriqué et testé les 3 scénarios et nous proposons de mettre à disposition sous forme de ressource technique la démarche de conception et de fabrication du moule, les essais et résultats de production du moule pour l’obtention d’une pièce plastique.
La ressource prend appui sur la découverte du procédé d'injection plastique, les questions de régulation thermique et les critères de coût, qualité, avant de détailler les 3 scénarios et leurs résultats comparés. L'objectif est d'offrir aux élèves une montée en compétence sur les performances des procédés de fabrication (coût, qualité, fonctionnalités, matériaux, géométries fabricables) incluant procédés soustractifs (usinage) et additifs (impression 3D métallique). En particulier pour des élèves de BTS et de BUT cette ressource peut être utilisée pour proposer une vision nouvelle de la conception d'outillages d'injection.
- En BTS CPRPA : Conception moule / F. Vernet Fabrication moule / F. Henry et Ch. Vilboux
- En BTS EPC : Etude rhéologique / Essais et lancement en production du moule : J. Dougère et G. Le Corre
Sommaire / Arborescence détaillée
La ressource comporte plusieurs parties présentant les différentes étapes du projet industriel, des éléments techniques, des activités pédagogiques associées mais aussi des supports multimédias didactiques.
Remarque préliminaire : la partie 3-Dossier AP Corrigés est exclusivement téléchargeable par les enseignants.
1-Dossier Technique & Pédagogique
- 01-ProjetIndustriel_Partenariats.pdf
- 02-ProjetIndustriel_Contexte.pdf
- 03-CdCProduit_Outil.pdf
- 04-Démarche de Projet Industriel en 6 étapes.pdf
- 05-Projet Collaboratif-BTS CPRPA EPC.pdf
- 06-Analyse Fonctionnelle Moule Injection.pdf
- 07-Apport Impression3D en Injection Plastique.pdf
Dossier Plans Moule Finalisé Avec Noyau Régulé
- 56-000-MouleConeISO50-EnsembleCoupe.pdf
- 56-000-MouleConeISO50-OuvertPdj.pdf
2-Dossier Activités pédagogiques
AP1-Démarche Projet industriel en 6 étapes
- Annexe1_FormationPrototypage.pdf
- Annexe2_AtelierMécaniqueOutillage.pdf
- AP1-DémarcheProjet en 6 étapes_DocElève.pdf
AP2-Synthèse CdC
- AP2-Choix Presse Injection_DocElève.pdf
AP3-Etude Plans Moule
- AP3-EtudeFonctionnellePlansMoule_DocElève.pdf
- AP3-MouleConeISO50-EnsembleCoupes-SansRégulNoyau_DocElève.pdf
- AP3-MouleConeISO50-OuvertPdj-SansRegulNoyau_DocElève.pdf
- AP3-MouleEclaté_DocElève.pdf
- AP3-SynthèseFonctionnelleMoule_DocElève.pdf
AP4-Cinématique Moule
- AP4-Cinematique Moule_DocEleves.pdf
AP5-Modélisation CAO3D - Noyau Fixe
- 56-A22-NoF-NonRegule.stp
- AP5-CAO3D-NoyauImp3DMétal.pdf
AP6-Nomenclature Phases - Noyau Fixe
- 56-A22-NoF-BrutFrittageRegule.stp
- 56-A22-NoF-Regule.pdf
- 56-A22-NoF-Regule.stp
- AP6-NomenclatureDesPhases_Noyau Fritté_DocElève.docx
- AP6-NomenclatureDesPhases_Noyau Fritté_DocElève.pdf
3-Dossier AP Corrigés
AP1-Corrigé Démarche Projet industriel en 6 étapes
- AP1-DémarcheProjet en 6 étapes_Corrigé.pdf
AP2-Corrigé Synthèse CdC
- AP2-CdCProduit_Outil_Corrigé.pdf
- AP2-Choix Presse Injection_Corrigé.pdf
AP3-Corrigé Etude Plans Moule
- AP3-EtudeFonctionnellePlansMoule_Corrigé.pdf
- AP3-MouleConeISO50-EnsembleCoupes-SansRégulNoyau_Corrigé.pdf
- AP3-MouleConeISO50-OuvertPdj_SansRégulNoyau_Corrigé.pdf
- AP3-MouleEclaté_Corrigé.pdf
- AP3-SynthèseFonctionnelleMoule_Corrigé.pdf
AP4-Corrigé Cinématique Moule
- AP4-Cinematique Moule_Corrigé.pdf
- AP4-Synthèse-CinématiqueMoule_Corrigé.pdf
AP5-Corrigé Modélisation CAO3D - Noyau Fixe
- Etape1-56-A22-NoF-BrutFrittageNonRegule.stp
- Etape2-56-A23-CR Helicoidal-NF.stp
- Etape3-56-A22-NoF-BrutFrittageRegule.stp
AP6-Corrigé Nomenclature Phases - Noyau Fixe
- AP6-NomenclatureDesPhases_Noyau Fritté_Corrigé.pdf
4-Animations et Vidéos
- EntêteA1-Tournage CN 3axes.pdf
- EntêteA2-Fraisage CN 3-5axes.pdf
- EntêteV1-DémarcheProjet6étapes.pdf
- EntêteV2-EtudeMoulabilité-Rhéologie.pdf
- EntêteV3-CycleProductionInjection_NoyauNonRégulé.pdf
- EntêteV4-Etude Fonction Régulation.pdf
- EntêteV5-Bilan Essais Avec Noyau Régulé.pdf
- EntêteV6-Remontage Moule Kantemir.pdf
- EntêteV7-Lancement Production Injection.pdf
5-Pages de garde_Pour édition Papier
- Entêtes_1-DossierTechnique & Pédagogique.pdf
- Entêtes_2-Activités Pédagogiques_DossierElève.pdf
- Entêtes_3-Activités Pédagogiques_DossierCorrigés.pdf
